Прочитайте статью, чтобы узнать, как изготавливаются протяжки и какие преимущества они имеют в процессе обработки материалов резанием.
Cодержание
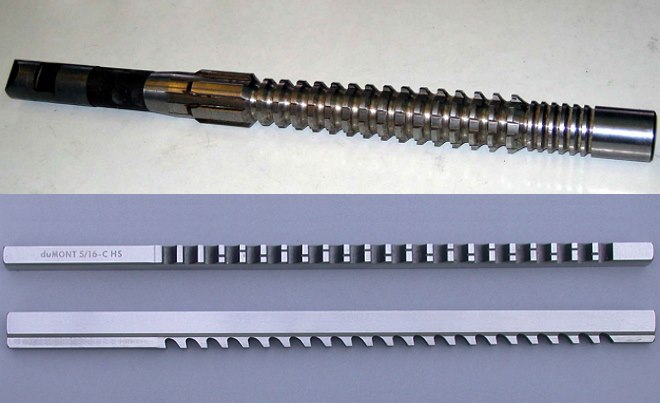
Протяжка - многолезвийный инструмент с рядом последовательно выступающих одно над другим лезвий в направлении, перпендикулярном к направлению скорости главного движения резания. Она является одной из наиболее эффективных операций по обработке материалов резанием и обеспечивает высокую точность и качество обработанных поверхностей. В данной статье мы рассмотрим процесс изготовления протяжек, а также особенности их использования.

Что такое протяжка?
Протяжка представляет собой многозубый инструмент, в котором последовательно выступают друг над другом несколько зубьев в перпендикулярном направлении скорости основного движения резания. Этот тип инструмента позволяет обрабатывать как наружные, так и внутренние поверхности различной формы.

Изготовление протяжек по ГОСТ
Для эффективной и качественной работы протяжек необходимо их изготовление в соответствии с требованиями, установленными ГОСТ. Инструменты изготавливаются по утвержденным рабочим чертежам и из быстрорежущей стали, соответствующей ГОСТ 19625 или другим маркам стали, обеспечивающим необходимую стойкость.
Если имеется согласование с заказчиком, допускается изготовление протяжек из стали ХВГ, соответствующей ГОСТ 5950. Протяжки могут быть сварными, цельными, сборными с насадными втулками или с механическим креплением хвостовика. Хвостовик и оправка изготавливаются из стали 40X, соответствующей ГОСТ 4543, или других марок стали с равной или большей прочностью.
При изготовлении протяжек не допускаются дефекты, такие как непровары, раковины, трещины или пережог металла, которые могут снизить прочность инструмента. Также важно, чтобы протяжки и их детали имели необходимую твердость, указанную в соответствующих документах и таблицах.
См. также
Виды и классификация протяжек
Протяжки классифицируются по виду протягивания - наружному и внутреннему. Наружные протяжки применяются для обработки наружных поверхностей, а внутренние - для обработки внутренних поверхностей, таких как отверстия.
В зависимости от формы обрабатываемых поверхностей, протяжки могут быть шпоночными, круглыми, шлицевыми, квадратными и другими. Если протяжкой обрабатывается ряд типовых поверхностей за один рабочий ход, она является комбинированной.
Существуют также различные схемы резания при протягивании, такие как профильная (обычная), генераторная (ступенчатая) и групповая (прогрессивная). Каждая из этих схем имеет свои особенности и применяется в зависимости от требуемого результата обработки.
Преимущества протяжек
Протяжки имеют ряд преимуществ по сравнению с другими способами механической обработки:
- Большая величина минутной подачи в процессе протягивания благодаря одновременному участию нескольких зубьев в работе.
- Высокая точность обработки и качество обрабатываемых поверхностей.
- Стойкость протяжек и возможность устранения брака.
- Возможность использования протяжек в массовом и крупносерийном производстве.
- Сокращение расходов на эксплуатацию инструмента.
Применение протяжек также эффективно даже в мелкосерийном или единичном производстве, если размеры и формы обрабатываемых поверхностей нормализованы. Они являются незаменимым инструментом в случаях, когда протягивание является наиболее экономичным или единственно возможным способом обработки.
Итак, протяжки - это эффективный инструмент для обработки материалов резанием. Их изготовление требует соблюдения требований ГОСТ и использования качественных материалов. Классификация протяжек позволяет выбрать подходящий вид для конкретной обработки. Преимущества протяжек делают их неотъемлемой частью механической обработки в массовом и крупносерийном производстве. Благодаря своей точности и стойкости, протяжки являются надежными помощниками при создании изделий высокого качества.
Что нам скажет Википедия?
Протяжка - многолезвийный инструмент с рядом последовательно выступающих одно над другим лезвий в направлении, перпендикулярном к направлению скорости главного движения, предназначенный для обработки при поступательном или вращательном главном движении лезвия и отсутствии движения подачи.
В зависимости от вида протягивания - наружного или внутреннего - различают, соответственно, наружные и внутренние протяжки.
Протяжки позволяют обрабатывать фасонные поверхности. Форма поверхностей, на практике протягиваемых чаще других, является одним из критериев классификации протяжек, то есть принято протяжки разделять на шпоночные, круглые, шлицевые, квадратные и т.д. Если же за один рабочий ход протягивается ряд типовых поверхностей, то осуществляющая его протяжка является комбинированной.
В соответствии со схемами резания при протягивании различают протяжки профильной (обычной), генераторной (ступенчатой) и групповой (прогрессивной) схем резания.
Разновидностью протяжного инструмента являются прошивки, применяемые для обработки отверстий, пазов и других поверхностей. В отличие от протяжки, работающей на растяжение, прошивка работает на сжатие и продольный изгиб. Для прошивания отверстий применяют механические и гидравлические прессы.
Существуют и другие виды протяжек. Так, в силу того, что протяжка является режущим инструментом, некоторые классификационные признаки режущего инструмента вообще могут быть в частности положены и в основу классификации протяжек. Например, как многие виды режущего инструмента, протяжки бывают цельными и сборными.
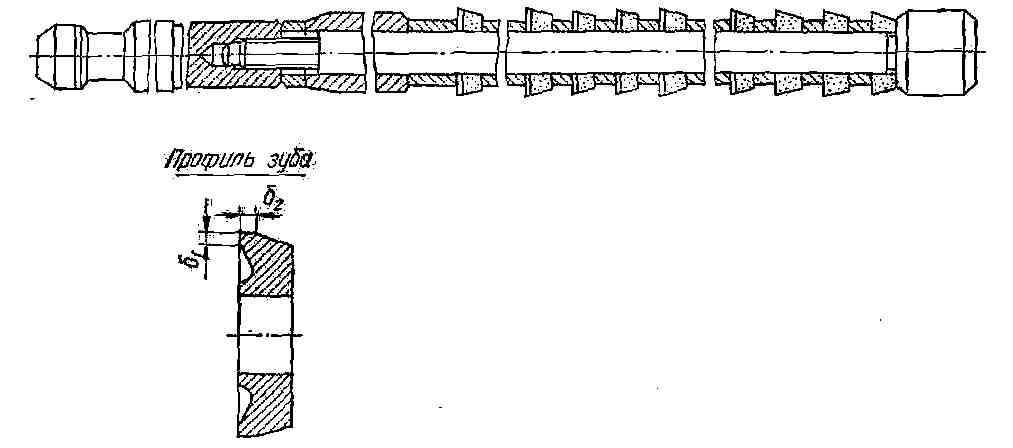
Конструктивные элементы внутренних протяжек:
- Хвостовик с длиной l1, служит для закрепления протяжки в патроне протяжного станка и передачи силы резания
- Шейка длиной l2
- Переходный направляющий конус длиной l3
- Передняя направляющая l4
- Рабочая часть длиной l5, которая состоит из участков длиной l6 с черновыми зубьями, длиной l7 с чистовыми зубьями и участка l8 с калибрующими зубьями
- Задняя направляющая часть длиной l9
- Задний хвостовик l10.
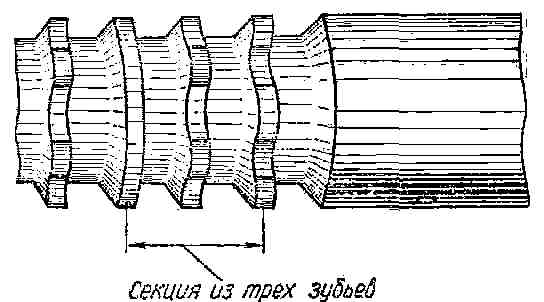
На рабочей части протяжки (длина l5) расположены черновые, чистовые и калибрующие зубья. Чистовые зубья имеют меньший подъем зуба, чем режущие. Режущие зубья предназначены для снятия основного припуска с обрабатываемой поверхности заготовки.
Расстояние между лезвиями режущих зубьев, то есть шаг р, является одним из основных размеров, определяющих конструктивные элементы, конструкцию протяжки и её работоспособность. Между зубьями расположены стружечные канавки. Форму и размеры зуба и стружечной канавки устанавливают исходя из условий возможности резания и образования стружки, размещения стружки в канавке и прочности зуба.