Узнайте о различных видах протяжек, их применении и конструктивных элементах. Читайте статью на Привет, вязание!
Cодержание

Протяжка — многолезвийный инструмент с рядом последовательно выступающих одно над другим лезвий в направлении, перпендикулярном к направлению скорости главного движения, предназначенный для обработки при поступательном или вращательном главном движении лезвия и отсутствии движения подачи.
Виды протяжек
В зависимости от вида протягивания — наружного или внутреннего — различают, соответственно, наружные и внутренние протяжки.
Протяжки позволяют обрабатывать фасонные поверхности. Форма поверхностей, на практике протягиваемых чаще других, является одним из критериев классификации протяжек, то есть принято протяжки разделять на шпоночные, круглые, шлицевые, квадратные и т. д. Если же за один рабочий ход протягивается ряд типовых поверхностей, то осуществляющая его протяжка является комбинированной.
В соответствии со схемами резания при протягивании различают протяжки профильной (обычной), генераторной (ступенчатой) и групповой (прогрессивной) схем резания.
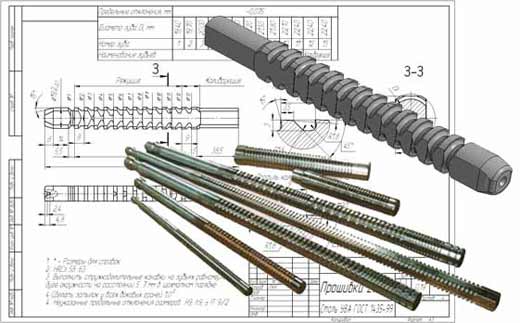
Разновидностью протяжного инструмента являются прошивки, применяемые для обработки отверстий, пазов и других поверхностей. В отличие от протяжки, работающей на растяжение, прошивка работает на сжатие и продольный изгиб. Для прошивания отверстий применяют механические и гидравлические прессы.
Существуют и другие виды протяжек. Так, в силу того, что протяжка является режущим инструментом, некоторые классификационные признаки режущего инструмента вообще могут быть в частности положены и в основу классификации протяжек. Например, как многие виды режущего инструмента, протяжки бывают цельными и сборными.
Конструктивные элементы внутренних протяжек
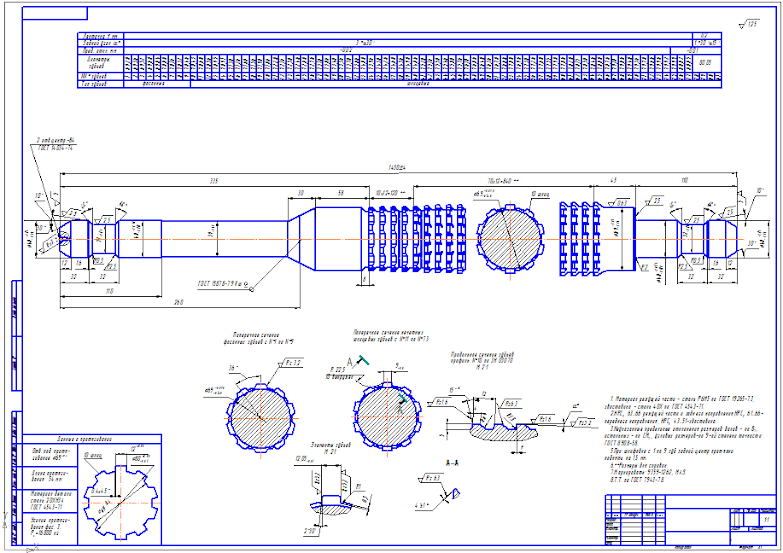
Внутренняя протяжка имеет следующие конструктивные элементы: хвостовик с длиной l1, служит для закрепления протяжки в патроне протяжного станка и передачи силы резания, шейку длиной l2, переходный направляющий конус длиной l3, переднюю направляющую l4, рабочую часть длиной l5, которая состоит из участков длиной l6 с черновыми зубьями, длиной l7 с чистовыми зубьями и участка l8 с калибрующими зубьями, заднюю направляющую часть длиной l9 и задний хвостовик l10.
На рабочей части протяжки (длина l5) расположены черновые, чистовые и калибрующие зубья. Чистовые зубья имеют меньший подъем зуба, чем режущие. Режущие зубья предназначены для снятия основного припуска с обрабатываемой поверхности заготовки. Подъем на зуб Sz определяется в зависимости от типа протяжки и обрабатываемого материала.
Протяжки для обработки внутренних поверхностей
Протяжки для обработки внутренних поверхностей бывают:
- Круглые – для обработки круглых отверстий.
- Шлицевые – для обработки шлицевых отверстий с любым типом шлицев.
- Шпоночные – для обработки шпоночных пазов и пазов вообще.
- Гранные – для многогранных отверстий.
- Протяжки для обработки винтовых канавок.
Протяжки выполняются цельными из стали ХВГ и быстрорежущей стали.
Шлицевые протяжки
Протягивание является самым распространенным методом обработки отверстий с прямобочным, эвольвентным и треугольным профилем. Формирование шлицевого отверстия может осуществляться раздельным и комбинированным способами. При раздельном способе сначала обрабатывают отверстие, а затем протягивают щлицы. Более эффективным, в том числе и с точки зрения точности обработки, является комбинированное протягивание, при котором все элементы шлицевого соединения протягиваются одной протяжкой. Такая протяжка содержит фасочные (Ф), круглые (К) и шлицевые (Ш) зубья.
Шпоночные протяжки
Шпоночные протяжки служат для изготовления шпоночных пазов в отверстиях заготовок. Стандартами предусмотрено применение четырех типов шпоночных протяжек:
- Протяжки шпоночные (ГОСТ 18217-90) для обработки шпоночных пазов шириной b = 6-50 мм, H 16-60 мм, l = 565-1550 мм.
- Протяжки с утолщенным телом (ГОСТ 18218-90) для обработки за один проход шпоночных пазов шириной b = 3-10 мм, H = 6-22 мм, l = 475-1150 мм.
- Шпоночные протяжки с фасонными зубьями для обработки шпоночных пазов со снятием заусенцев (ГОСТ 18219-90), b = 3-10 мм, H = 6-22 мм, l = 495-1255 мм.
- Протяжки шпоночные для обработки пазов с шероховатостью поверхности Ra 2,5 мкм (ГОСТ 18220-90), b = 6-50 мм, l = 565-1550 мм.
Для одновременной обработки отверстия и паза применяют комбинированные сборные протяжки. Для протягивания шпоночных пазов, как правило, используется генераторная схема резания.
Протяжки и шпоночные протяжки являются высокопроизводительными инструментами, заменяющими большое количество других инструментов, таких как зенкеры и развертки.
Преимущества и совершенствование протяжек
Методы протягивания и протяжные инструменты непрерывно совершенствуются. При конструировании протяжек должны учитываться требования, способствующие повышению производительности процесса протягивания, а также обеспечивающие более надежную работу и повышенную долговечность протяжек. Это может быть достигнуто следующими путями:
- Оснащением режущей части протяжки инструментальными материалами, обладающими повышенными режущими свойствами.
- Усовершенствованием геометрических параметров режущей и калибрующей частей протяжек.
- Использованием более рациональных схем резания.
- Созданием нормальных условий стружкообразования и размещения стружки в межзубой канавке протяжки.
- Созданием комбинированных протяжек, включающих в себя режущие и выглаживающие зубья.
В результате этих усовершенствований протяжки становятся более эффективными и позволяют получать изделия высокой точности с качественно обработанными поверхностями.
Что нам скажет Википедия?
Протяжка — многолезвийный инструмент с рядом последовательно выступающих одно над другим лезвий в направлении, перпендикулярном к направлению скорости главного движения, предназначенный для обработки при поступательном или вращательном главном движении лезвия и отсутствии движения подачи.
Виды протяжек
В зависимости от вида протягивания — наружного или внутреннего — различают, соответственно, наружные и внутренние протяжки.
Протяжки позволяют обрабатывать фасонные поверхности. Форма поверхностей, на практике протягиваемых чаще других, является одним из критериев классификации протяжек, то есть принято протяжки разделять на шпоночные, круглые, шлицевые, квадратные и т. д. Если же за один рабочий ход протягивается ряд типовых поверхностей, то осуществляющая его протяжка является комбинированной.
В соответствии со схемами резания при протягивании различают протяжки профильной (обычной), генераторной (ступенчатой) и групповой (прогрессивной) схем резания.
Разновидностью протяжного инструмента являются прошивки, применяемые для обработки отверстий, пазов и других поверхностей. В отличие от протяжки, работающей на растяжение, прошивка работает на сжатие и продольный изгиб. Для прошивания отверстий применяют механические и гидравлические прессы.
Существуют и другие виды протяжек. Так, в силу того, что протяжка является режущим инструментом, некоторые классификационные признаки режущего инструмента вообще могут быть в частности положены и в основу классификации протяжек. Например, как многие виды режущего инструмента, протяжки бывают цельными и сборными.
Конструктивные элементы внутренних протяжек
Внутренняя протяжка имеет следующие конструктивные элементы: хвостовик с длиной l1, служит для закрепления протяжки в патроне протяжного станка и передачи силы резания, шейку длиной l2, переходный направляющий конус длиной l3, переднюю направляющую l4, рабочую часть длиной l5, которая состоит из участков длиной l6 с черновыми зубьями, длиной l7 с чистовыми зубьями и участка l8 с калибрующими зубьями, заднюю направляющую часть длиной l9 и задний хвостовик l10.
На рабочей части протяжки (длина l5) расположены черновые, чистовые и калибрующие зубья. Чистовые зубья имеют меньший подъем зуба, чем режущие. Режущие зубья предназначены для снятия основного припуска с обрабатываемой поверхности заготовки. Подъем на зуб Sz определяется в зависимости от типа протяжки и обрабатываемого материала. Форма режущих зубьев в сечении, проходящем через ось протяжки. Режущие кромки обычно расположены в плоскости, перпендикулярной к оси.
Расстояние между лезвиями режущих зубьев, то есть шаг р, является одним из основных размеров, определяющих конструктивные элементы, конструкцию протяжки и её работоспособность. Между зубьями расположены стружечные канавки. Форму и размеры зуба и стружечной канавки устанавливают исходя из условий возможности резания и образования стружки, размещения стружки в канавке и прочности зуба. Они зависят от шага зубьев р, высоты hк стружечной канавки, ширины b спинки зуба, переднего γ и заднего α углов; основание канавки делают в форме дуги радиусом rк. Передний угол γ принимают в зависимости от обрабатываемого материала: для стали γ = 10—20°, для чугуна γ = 5—8°. Задний угол на режущих зубьях α = 3—4°, на чистовых α = 2°, на калибрующих α = 1°. Зубья с прямолинейной спинкой применяют для материалов, дающих стружку надлома, с радиусной спинкой — для вязких материалов, дающих сливную стружку. Канавки удлиненной формы применяют при обработке отверстий, прерывистых по длине, а также при большой длине протягивания.